Non-sparking tools for working in places where sparks mean a potential danger of explosion. Where fire requires a special protection. Due to their magnetic features conventional steel tools are not suitable to be used in potentially explosive environments as explosive atmospheres or ignition sources can occur.
For this reason Elora offers the “Non Sparking” product range which follows the ATEX guidelines 94/9/EG (“ATEX 95”) providing requirements for the use of equipment in potentially explosive environments. These guidelines form the basic regulations for the safety of employees during installation, operation and maintenance of potentially explosive facilities. Depending on their risk of explosion the ATEX guidelines distinguish six risk zones:
| For areas that are potentially explosive due to flammable gases, vapors or mist, the following zones shall apply: | For areas thar are potentially explosive due to combustible dusts, the following areas shall apply: |
| Zone 0 Explosive atmospheres caused by mixtures of air and gases, vapours or mists are highly likely to occur and are present continuously, for long periods of time or frequently. |
Zone 20 Explosive atmospheres caused by mixtures of air and flammable dusts are highly likely to occur and are present continuously, for long periods of time or frequently |
| Zone 1 Explosive atmospheres caused by mixtures of air and gases, vapours or mists are likely to occur. |
Zone 21 Explosive atmospheres caused by mixtures of air and flammable dusts are likely to occur. |
| Zone 2 Explosive atmospheres caused by mixtures of air and gases, vapours or mists are unlikely to occur and if they do occur, do so infrequently and for a short period of time only. |
Zone 22 Explosive atmospheres caused by mixtures of air and flammable dusts are unlikely to occur and if they do occur, do so infrequently and for a short period of time only. |
Non Sparking Tools ELORA Germany
 |
Applications
| Petrochemicals | Fireworks Industry | Mines |
| Refineries | Chemical Industry | Defence |
| Gas & Oil pipe lines | Flour silos and mills | Air Forces |
| Power stations | Breweries | Navy |
| Paint Manufacturing | Alcohol processing industries | Weapon & ammunition fabrication |
| Plastic Manufacturing | Destilleries | Aerospace Industry |
| Pharmaceutical Industry | Fire-Fighters | Automobile Industry |
Special non-iron alloys
Non sparking tools are made of non-iron alloys (e.g. Beryllium-Copper or Aluminium – Bronze). These alloys are antimagnetic, non sparking and very corrosion-resistant. The chemical composition of the material as well as the way of heating, the accuracy of the casting moulds and a controlled solidification process determine the quality of the non sparking tools.
| Property | Application or Benefits |
| Non-sparking | Appropriate for explosive potential environments such as oil and gas works, petro-chemical plants. |
| Non-magnetic safety | Essential for equipments that require complete non-magnetic safety. |
| Corrosion resistant | Specially well suited for applications in corrosive environments like encountered in marine works or fire-fighting applications. |
| Forged after casting | Provides higher mechanical properties and better finishing. |
A sample for difference color
 |
 |
 |
Differences between aluminium-Bronze and Beryllium-Copper
| Technical properties | Aluminium-Bronze (al-Br) alloy |
Beryllium-Copper (Be-Cu) alloy |
| Hardness | 25-30HRc (229 ~ 291 Brinell) | 35-40HRc (283~365 Brinell) |
| Tensile Strength | 782 N/mm² ~ 989 N/mm² | 1117 N/mm² ~ 1326 N/mm² |
| Extensibility | ɗ > 5% | ɗ > 1.0% |
| Elasticity limit | 450 ~ 550 N/mm² | 840 ~ 880 N/mm² |
| Magnetic | 1.2 | 0 |
Advantages and Disadvantages
| Aluminium-Bronze (al-Br) alloy | Beryllium-Copper (Be-Cu) alloy | |
| Advantages |
|
|
| Disadvantages |
|
|
Application remarks:
- Non sparking tools are softer than usual tools.
- The operation with these tools has to be carried out with accuracy and care.
- Overstraining has to be prevented.
- Only using non sparking tools as a protection measure in fi e endangered and explosion endangered areas is not enough. Please consider the instructions of local health and safety regulations for the protection of employees and accommodation.
Reworking:
- Technical marking sheets are available on request for reworking (e.g. re-sharpen).
Applications Aluminium-Bronze/Beryllium-Copper
- Chemical industries
- Petro refine ies
- Oil and gas carriages
- Pipeline business
- Drilling platforms
- Fuel service (cleaning etc.)
- Gas and electricity works
- Varnishing
- Federal armed forces, army
- Civil defence and civil protection
- Fire department
- You can use it on all places where sparks create potential danger of explosion and fi e. For the activities which require the use (application) of a hundred percent non-magnetic and extremely rustproof tools.
 |
 |
How to apply non-sparking tools correctly
Non sparking tools are softer than conventional tools so that they should be used with special caution and care. Overstraining is to be avoided. In case non sparking tools have to be reworked technical instructions can be provided on request. Please consider that the use of non sparking tools as a sole means of protection in explosive environments is not sufficient. For best possible protection of employers and equipment legal and corporate regulations have to be observed.
Do you need further non sparking tools that are not listed in our core range? Please do not hesitate to contact us.
Little dictionary of the ex-zones
Zone 0: An atmosphere were a mixture of air and flammable substances in form of gas, vapor or mist is present frequently, continuously or for long periods.
Zone 1: An atmosphere where a mixture of air and flammable substances in form of gas, vapor or mist is likely to occur in normal operation occasionally.
Zone 2: An atmosphere where a mixture of air and flammable substances in form of gas, vapor or mist is not likely to occur in normal operation but, if it does not occur, will persist for only a short period.
Zone 20: An atmosphere where a cloud of combustible dust in the air is present frequently, continuously or for long periods.
Zone 21: An atmosphere where a cloud of combustible dust in the air is likely to occur in normal operation occasionally.
Zone 22: An atmosphere where a cloud of combustible dust in the air is not likely to occur in normal operation but, if it does occur, will persist for only a short period.
Inertization: The oxygen from the air becomes eliminated by the addition of inert gas (for example argon, nitrogen, carbon dioxide) so that an explosive atmosphere is avoided.
Explosion Atmosphere: Alloy of air and flammable gases, smokes, haze or dusts in atmospherical conditions, in which the combustion process passes on the hole unspent alloy after occurred combustion.
Explosive Area: Area, in which the atmosphere can be potentially explosive because of the local and operating relationship.
Normal Operation: Situation which takes place if the assets, protection systems and components reach their destined function within the scope of their design parameter
Technical information
Use of non-sparking tools, their quality characteristics and the correct treatment As well as the basic questions of the spark safety, as the use, the quality characteristics and the treatment of non-sparking tools, the most different and partial mistaken ideas exist.
The most important aspects should be stressed in the following, to show also the non-professionals an applicable picture of the potential dangers and their correct abatement.These are only practical advices. The more complicated physical and technological questions can not be answered here.
1. Different mixtures can end in explosions, through sparks, which can occur by beating usual steel tools; including primarily mixtures of air and carbon disulfide, hydrogen, acetylene, ethylene oxide, carbonic oxide and hydrogene sulphide.
To work against the availability of such creations the development of flammable sparks has to be avoided in every case. The use of non-sparking tools is a very good measurement for this, but not the only one. It has to be amended through other wise precautions.
Non-sparking tools, e.g. ENDRES-safety tools, are made of special alloys based of copper which do not make flammable sparks when beating or rubbing it. The tools are absolute sparkproof in all practical strains.
2. In very unfavourable circumstances also a non-sparking tool can produce indirectly flammable sparks. This is possible, if you are working on rusty steel surfaces . The danger becomes bigger as soon as a painting of aluminium is existent. The separation of spark building parts of metallic or mineral surfaces (e.g. cement) with a non-sparking tool happens the bigger the difference of the hardness between tool and treated material is.
The result is that non-sparking tools have to be made of less hard alloys; this demand finds its barrier in the using hardness of the different tool, which says that you can not surrender hardness by chisels; but a hammer, a wrench or a wrecking bar can be made of less hard material. So the guide lines for ENDRES-safety tools producing come to an agreement.
3. Because you can not switch-off the danger of explosion only by using non-sparking tools, you also have to make other precautions to achieve safety. First of all rusty or with light alloy
painted surfaces have to be sprinkled with a little bit of water or oil, if you did not abolished these rusts or paints before.
You have to look for good air ventilation in the room. Also the use of a working tent against external influences can also be practicable. Boxes, accessories and pipelines have to be filled with protective gas in every case.
You also have to pay attention to nothing falls down which can cause sparks; as a precaution you should sprinkle the floor. Also your working clothes should not have any steel parts, especially no cleats, steel of heel or something like this. To achieve the best safety all these point have to be considered.
4. It is a characteristic of non-sparking tools that the basic materials are more sensitive than those of steel tools. The use have to be more accurately and gentle than usually. If attritions appear it is convenient to check up the tool in time. Also every tool should be used only for that what it is made for.
So a chisel should not be used as wrecking bar and a usual wrench should not be used as striking wrench. ENDRES safety tools demand only small precautions by reworking. Regrinding should be made wet to avoid losing the hardness. Non-sparking tools made of copper-beryllium, e.g. spatulas, screwdrivers, pliers, etc. are not allowed to be grinded the same way as usual steel tools.
Heating above 250°C should be avoided as the using characteristic will be lost and the tool only has the hardness of copper, which means that it can not be used any more. Because of this these tools should be grinded only wet.
The wet grinding prevents the breathing of dust and smokes of copper-beryllium, which could cause sanitary problems. In usual use the tools made of copper-beryllium are not dangerous. An accurate consideration of all these advices advises for every user of non-sparking tools in their own interest because only then the biggest safety can be reached and a long life of the tools can be ensured.
Non-Sparking tools after treatment
To rework Endres Safety Tools correctly and with success you have to check first of which metal alloy the tool is made. Tools made of Special-Bronze are yellowish coloured (differences on the surface because of the atmosphere’s influence, chemicals and heatings are possible). Tools made of Copper-Beryllium are more reddish coloured and stamped with “CuBe” on the surface.
1. Endres Tools can be resharpen with forging, welding and with cutting remove. Those aftertreatments should be better done in our company because the tools have to get a hardness test or heat-treatment.
- Forging usually happens between 785 °C and 900 °C; the best temperature for this is 880°C. These temperature limits have to be noticed exactly. The tools have to dry slowly in the air and not with deterring.
- Welding on or welding for repair happens with the addition of same material.
- Also by cutting remove no special precautionary measurements have to be kept. Therefore you can use the same tools and machines which you use for conventional tools made of steel. Regrind working should happen with very good colding (e.g. water).
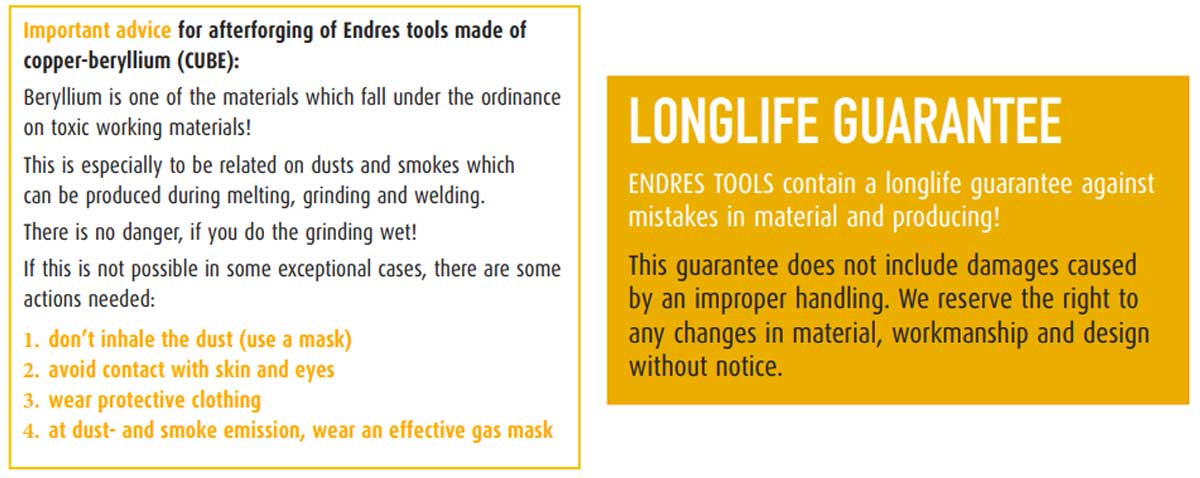
2. Endres Tools made of CUBE should be resharpen with a lot of care. The smoke and the dust are toxic and carcinogenic. Also, copper loses its quality if it is heated up with too high temperature and could have only properties of usual copper if it is heated up too much. You have to cool down the material carefully and you should avoid to get a heating over 250°C.
If you always keep the material wet when you sharpen it, there will be no danger. If it is possible you always have to wear a dust-mask and gloves and you should avoid contact with skin and eye Another important point is, that CUBE, if it is overheated, can loose its alloying attributes!
After this its attributes would be the same like general copper!
a) Afterforging of tools made of CUBE can not be recommended, because forging needs to have longtime operating experience in additional softening treatment. Please ask us if forging is realizable in specific case
b) By machining, especially by forging, you have to cool down really carefully, and you have to avoid in every case heating over 250°C. The cutting tools have to have a chip angle of approx. 0°, as long as the treatment is done in hardened condition
Non-Sparking Tools
Showing all 17 results
-
Non-Sparking Tools
Adjustable Wrench Al-Cu, non-sparking tools
With hardness of 25-30HRc and tensile strength of 782-989 N/mm², it is suitable for chemical, petrochemical, oil and gas, drilling, and firefighting industries. It is non-magnetic and explosion-proof, ensuring safety in hazardous environments.
SKU: 60A-Al-Cu -
Non-Sparking Tools
Combination spanner set 203S16-Al-Cu, non-sparking
It’s important to note that non-sparking tools should always be used in appropriate hazardous environments, and proper safety precautions should be followed to ensure the safety of workers and the surrounding environment.
SKU: 203S16-AlBr -
-
-
Non-Sparking Tools
Non-sparking slogging ring spanner 12-point from 1/16″ to 4.1/2″ Elora
Non-sparking striking ring wrench 0100S AlCu alloy material. DIN 7444 standard, load-bearing beam-type die-cast body. The wide handle is easy to close. Used for petroleum, chemical environment. Elora Germany. Nationwide Delivery.
SKU: 0100S -
-
Non-Sparking Tools
Non-sparking socket 1/2 inch ELORA 770-CuBe, Bi-Hexagon
Made from Copper-Beryllium alloy, it minimizes sparks and is ideal for oil and gas, chemical, and explosive areas. With a bi-hexagon design and reversible ratchet, it provides secure and efficient tightening or loosening of fasteners.
SKU: 770-CuBe -
Non-Sparking Tools
Non-sparking ring sloggin spanner size 17-150mm DIN 7444 Elora
Non-sparking ring slogging spanner according to DIN 7444. Use for the explosive environment such as oil and gas, mining, electricity. High hardness values from 35-40 HRC. Tensile Strength 1117 N/mm² – 1326 N/mm². Marker Elora Germany.
SKU: 86-CuBe -
Non-Sparking Tools
Non-sparking ring slogging spanner 11/16 – 4.1/8 inch Elora
Non-sparking ring slogging spanner according to DIN 7444. High hardness values from 35-40 HRC. Use for the explosive environment such as oil and gas, mining, electricity. Tensile Strength 1117 N/mm² – 1326 N/mm². Marker Elora Germany.
SKU: 86A-CuBe -
Non-Sparking Tools
Non-sparking slogging open end spanner size 17 – 150mm Elora
Non-sparking slogging open end spanner according to DIN 133. High hardness values from 35-40 HRC. Use for the explosive environment such as oil and gas, mining, electricity. Tensile Strength 1117 N/mm² – 1326 N/mm². Marker Elora Germany.
SKU: 87-CuBe